探秘现代光学制造的精密基石:光学冷加工
在光学领域流传着这样一句话:光学制造决定光学设计,光学测量决定光学制造。由此可见光学设计、光学测量以及光学制造三个环节是光学系统及光电设备研制过程中不可或缺的几个部分,在学术领域中设计、测量以及制造也各自成一派。
本专题主要针对光学制造领域进行宏观介绍,包括光学制造的过程、光学加工的方式等,旨在给读者提供作者对于光学加工宏观的见解,内容融合了相关文献以及作者自身见解,在最后将附上完整的参考资料以供读者参考。
光学元件的加工根据材料特性大致可分为两类,光学冷加工以及热加工。光学冷加工是一种在常温条件下采用物理或化学方法对材料进行去除的精密加工工艺,适用于常见的玻璃材料(如CDGM中H开头的玻璃)、金属材料等加工。而光学热加工则指的是通过加热的方式对材料进行热压成型的加工方式,如玻璃模压以及注塑工艺。本期将先对光学冷加工进行介绍。
作者认为光学冷加工的宏观加工过程实际上从上世纪开始到现在并无过大的改变,改动是从原先的手工加工变为了机器自动加工,从原本的工匠人眼观察加工进度变为了采用干涉、显微等仪器对加工误差的精密测量,总的来说光学制造发展至今已然变成光学智造。本文将从最基础的光学冷加工的加工步骤开始进行介绍。
光学透镜的加工过程主要由以下三个部分组成:分别为毛坯加工、成型加工以及最终加工。
1毛坯加工
玻璃厂供应的玻璃材料并非一片一片已经切割完成的片料,而是块状玻璃或压制毛坯。在应用块状玻璃时必须经过开料、滚圆等工艺。所谓开料即将大块的玻璃通过锯片切割为小块薄片。由于常见的光学透镜皆为圆形孔径,在量产时必须将方形的玻璃料进行滚圆处理,即将边缘加工成圆形。其加工方式为:将胶合的正方形玻璃料放置在研磨机上,用金刚砂和水的混合液将四边形磨成八边形、十六变形,并逐渐滚成圆柱体。
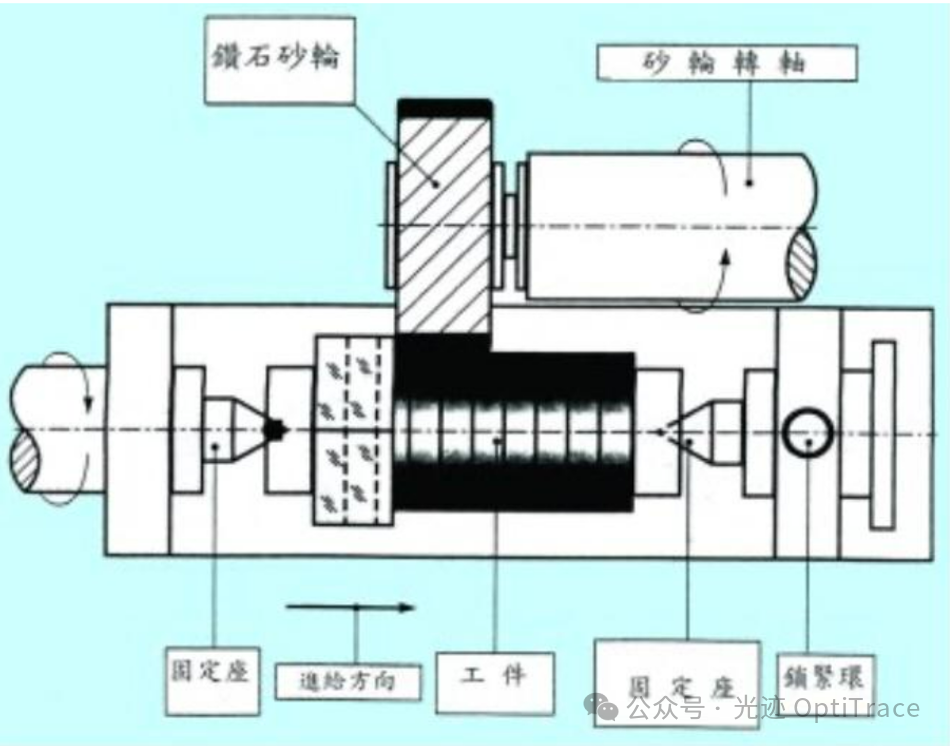
图1 光学毛坯滚圆操作
但随着技术以及服务质量的提升,现如今许多玻璃厂上可以提供毛坯加工服务,根据不同的光学需求提供不同的坯料外形尺寸,并且基本上以及打到粗磨前的精度要求。
2零件的成型加工
这一部分是将毛坯加工至符合图纸要求的外形尺寸以及表面光洁度,主要流程包括:粗磨、精磨、抛光、定心磨边等。
粗磨:所谓粗磨即迅速的从毛坯上磨去余量,使光学元件的尺寸接近图纸要求。过去该部分是工匠手工完成,加工前需要一个与加工表面形状相反的模子,手持玻璃毛坯并施加一定的压力与模子产生接触。一边在玻璃与铸铁模具之间不断地加入水和金刚砂混合液,一边转动零件,最终完成对玻璃表面的磨削。随着加工技术的发展,对透镜的研磨进行了改革,现如今对光学透镜的粗磨已在专业的透镜铣磨机,采用杯状的金刚石砂轮对透镜进行铣磨加工,常见的铣磨设备原理如图2所示[1]。然而,为了使学生了解光学加工,对光学透镜的手工加工在高校的光学加工实习中仍然保留。
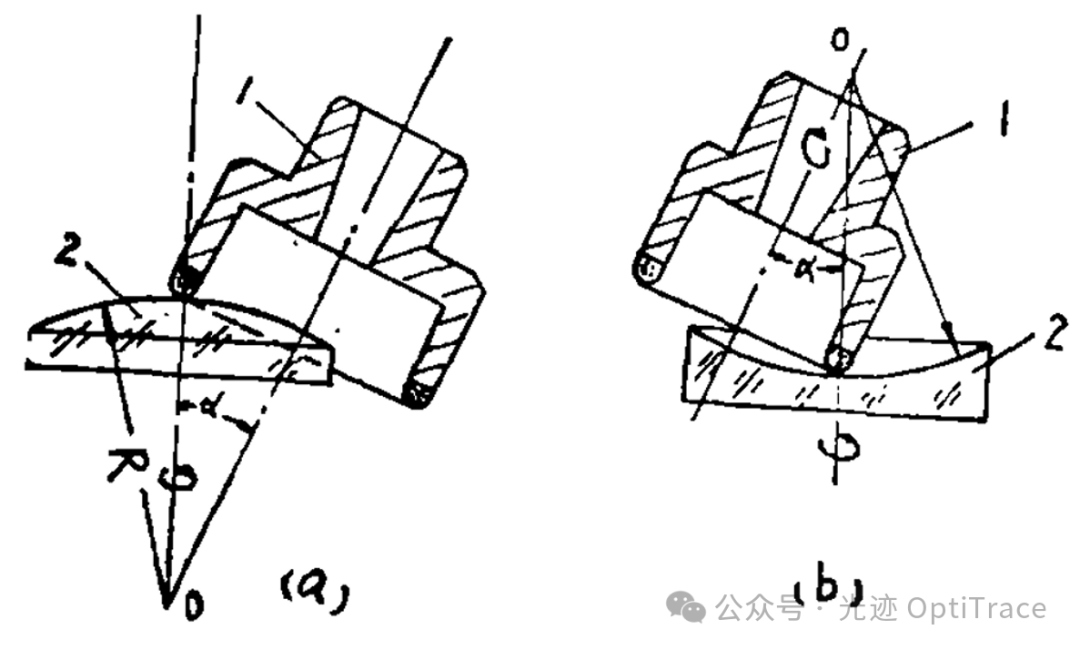
图2 透镜铣磨原理
精磨:当透镜的几何形状被初步加工后将进入精磨阶段。通俗来说,精磨和粗磨的差别仅仅是磨料颗粒度的区别,其加工方式基本相同,加工载体仍然是智能铣床,或目前更先进的数控CNC机床等。通过更换不同粒度的磨料进一步对光学材料进行去除,使得透镜形状更加逼近设计值。
抛光:通过精磨后的光学零件已经基本达到规定的外形尺寸,虽然其表面以及很细,也相当平滑,但透镜仍然没有产生“透”的效果,反射镜也没有呈现出“镜面”效果。需要进行进一步抛光。而作者在此处将精磨与抛光归为一类的原因是从运动角度看,抛光与精磨是相似的,加工平台同样类似,不同的是加工的磨料以及模子存在很大的变化。
抛光时用的磨料是比玻璃软的氧化铈或红粉等抛光剂代替金刚砂。模子的铸铁表面不直接与玻璃接触,而是浇有一层沥青、松香等混合物组成“抛光模”。在模子的表面开有沟槽,使得在抛光过程中能储存一定数量的抛光剂。抛光时将抛光表面与透镜被加工表面吻合,并在两个表面之间不断地加入抛光剂,进而把玻璃表面抛亮光学零件的抛光工艺同样是学术圈中的热点领域,因为抛光是最终决定表面误差的一部分,在一定程度上抛光的磨料“粒度”(作者自身见解,可能在领域中存在更专业的名词)决定了抛光精度。那么作者看来光学加工中如何加工得更精确实际可简化为如何获得“粒度”更小的抛光液。基于此底层思想,研究人员研发了精度更高的磁流变抛光[2、3],离子束抛光[4、5]等。

图3 磁流变抛光机
图4 离子束抛光

图5 离子源
定心磨边:抛光后透镜的光轴与透镜的几何轴是偏离的,它的边缘厚度是不相等的。若几何轴与光轴偏离,将会影响成像质量,因此抛光后的工件必须进行定心磨边。、
目前采用的定心方法有光学定心以及机械定心两种。
光学定心是将透镜粘在可旋转的中心街头上,借助光学装置来调整透镜在中心街头的位置,通过金刚石砂轮把透镜边缘磨到规定的外径,以获得光轴与几何轴一致的透镜。
机械定心法是先把透镜夹在两个按相同方向的中心接头中旋转,由透镜的离心力而使得透镜自动定心。然后由中心接头将透镜压紧,用金刚石砂轮进行磨边操作。定心精度是由机床以及中心接头轴线的重合精度而定,目前常见的精度为10微米。
3零件的最终加工
当透镜定心磨边结束后已达到图纸全部要求外形要求,后续则需要对透镜进行镀膜以及透镜边框涂黑操作,保证透过率以及杂散光要求。
至此,我们对光学冷加工的关键步骤进行了概览式解读,希望能为初入该领域的研究人员、企业人员及设计人员提供参考。在作者看来,当前国内光学设备与国际先进水平存在差距,其主要原因并非设计能力不足,而在于难以实现稳定可靠的加工。然而,随着该领域的持续发展和研究人员的攻坚克难,我们相信国内光学精密加工技术必将逐步缩小与国外的差距,从而助推我国科技发展实现质的飞跃。
- 上一篇:没有啦
- 下一篇:什么是光学零件的气泡度? 2026/1/7